












Process analysis of laser welding of 3 series aluminum alloy
Date:2024-01-15 Source: This website
As the automotive industry continues to grow, pure electric vehicles and fuel cell vehicles will jointly dominate the future development of China's new energy vehicle market. The lightweight of electric vehicles and the extensive use of fuel cells inevitably involve more and more aluminum alloy welding processes. Aluminum alloy has good physical, chemical and mechanical properties, and is an important light metal material in industrial production. At present, the connection of aluminum alloy materials is mainly welded by inert gas tungsten arc welding and MIG arc welding two traditional welding processes. The welding speed of these two welding processes is slow, the production efficiency is low, and the welding heat input is large, which makes the welding deformation of aluminum alloy larger, and the grain at the welding joint is coarse, resulting in poor product quality. As a high energy density heat source, laser has a fast welding speed and small heat input, so the welding deformation is small, and the product quality is also excellent.
1. Experimental conditions and methods
1.1 Experimental equipment
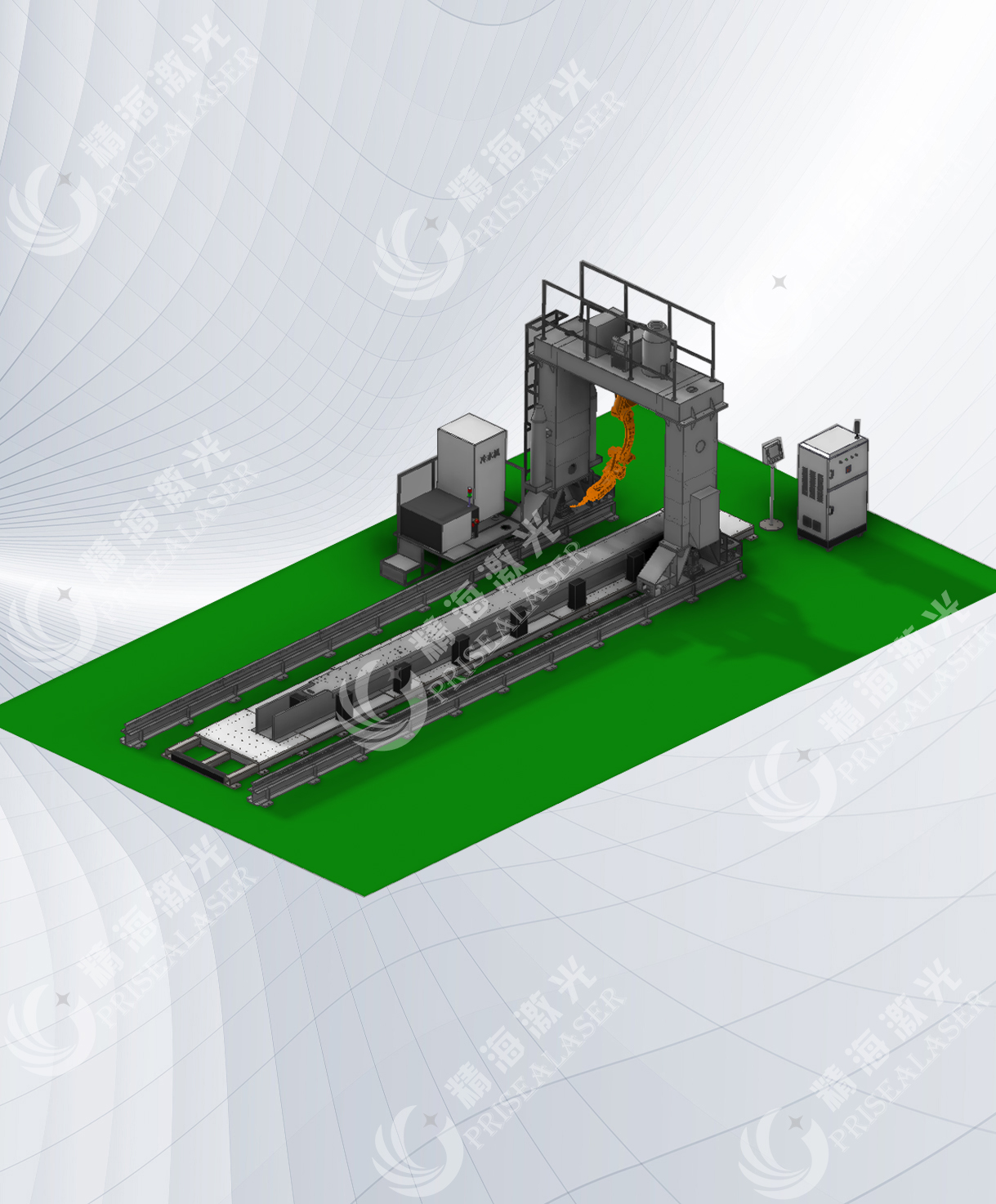
Jinghai laser JH-WF2000-CW-MM high power continuous fiber laser with high beam quality is used in the experiment. The working mode is CW/QCW, the central wavelength is 1080nm, and the beam quality is M2<. 1.6; Jiaqiang BW240-4KW fiber laser with high power and coaxial Welding head for CCD display and illumination function (collimation focusing ratio of 100:200); Staubli TX90 six-axis robot. The weld surface was observed by JZX91 penetration microscope.
1.2 Experimental Materials
According to the alloying series, aluminum and aluminum alloys can be divided into 1 series (industrial pure aluminum), 2 series (aluminum-copper), 3 series (aluminum-manganese), 4 series (aluminum-silicon), 5 series (aluminum-magnesium), 6 series (aluminum -MG-Si), 7 series (aluminum-zinc-Mg-Copper), 8 System (other) eight kinds of alloys. Different series of aluminum alloy due to the difference in composition and structure, the welding performance of the difference is relatively large. 3 series aluminum alloy is rust-proof aluminum alloy, with excellent anti-rust characteristics, formability, welding, corrosion resistance are good, of which 3003 aluminum alloy is usually used for power battery shell, 3A21 Aluminum alloy is used for microwave component housing. In this experiment, 3003 aluminum alloy material was used for laser welding test. The welding joint adopts the docking method, and the workpiece is cut into 100mm*100mm*2mm plate for butt welding.

1.3 Experimental methods
Use acetone solution ultrasonic cleaner 25 before welding min to remove oil and other impurities on the surface of the sample. The samples were welded by continuous laser and pulsed laser respectively, and the weld surface morphology was observed by precision measuring microscope after welding.
1.4 Experimental parameters
Because the aluminum alloy has high reflectivity to the laser, in order to prevent the reflection to burn the laser, the welding head is tilted 5 degrees. In the continuous laser welding, respectively, the defocus amount, laser output power and welding speed 3 The process parameters were optimized to obtain the best process parameters of continuous laser welding. At the same time, when pulsed laser welding, the pulse waveform is square wave, and the pulse energy is optimized to obtain the best process parameters of pulsed laser welding. The welding process parameters after optimization are shown in Table 1 and Table 2.
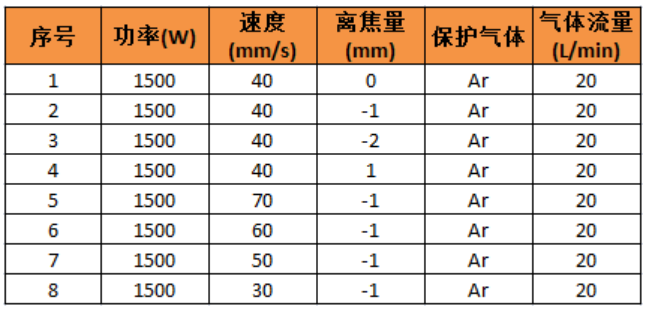
Table 1: Continuous laser welding parameter optimization

Table 2: Optimization of pulsed laser welding parameters
2. Experimental results and discussion
2.1 Continuous laser welding
Continuous laser welding weld surface molding is as follows:
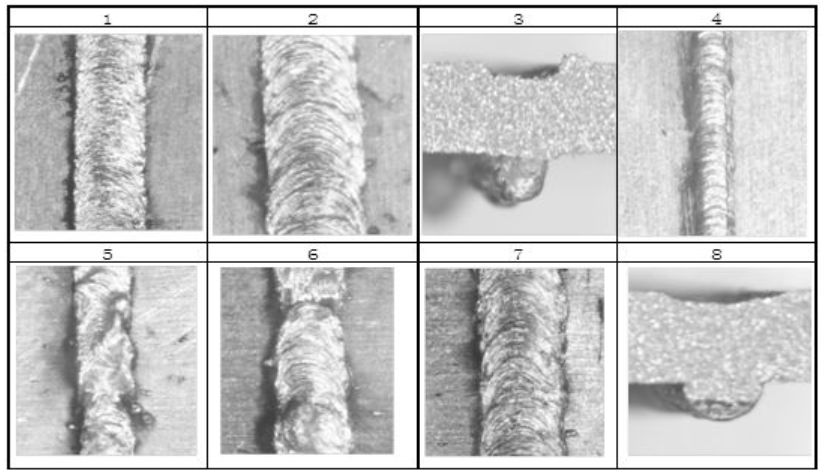
Through experiments, we summarized the effects of defocusing amount, welding speed and laser power on the weld surface as follows:
There are three kinds of defocusing methods for laser deep penetration welding: positive defocusing, zero defocusing and negative defocusing. Generally, negative defocusing is required when the welding depth is larger, and zero defocusing or positive defocusing is used when welding thin materials. In aluminum alloy laser welding, the change of defocusing amount has a great influence on the surface forming and penetration depth of the weld. As shown in Figure 1-4, the weld forming is relatively smooth under the conditions of zero focus and positive defocus, but the penetration depth becomes shallow and even the phenomenon of welding opacity appears. With the increase of negative defocus, the surface of weld becomes rough and the penetration depth increases. When the defocus is -2mm, the weld surface evaporates violently and gullies appear, and the lower surface also collapses obviously. Therefore, when the focusing range of 3003 aluminum alloy welding is about -1mm, better surface forming and good penetration can be obtained.
The laser welding speed also has a great influence on the surface forming of the weld. As shown in Figure 5-8, the surface forming of the weld is rough in high-speed welding, and the surface forming of the weld is smooth with the decrease of the speed. However, the lower speed will also cause the lower surface to collapse due to the larger input line energy per unit.
When the process parameters were optimized, it was found that under the condition that other process parameters such as zero defocus and welding speed remained unchanged, when the power was lower than 1500W, welding could not be carried out basically, and only the surface was heated to a certain extent. When it is higher than 1500W, normal welding can be performed. Therefore, for the laser welding of 3-series aluminum alloy materials, there is a threshold of laser power density, and welding can be realized when it is higher than this threshold.
2.2 Pulsed laser welding
Pulse laser welding weld surface molding is as follows:
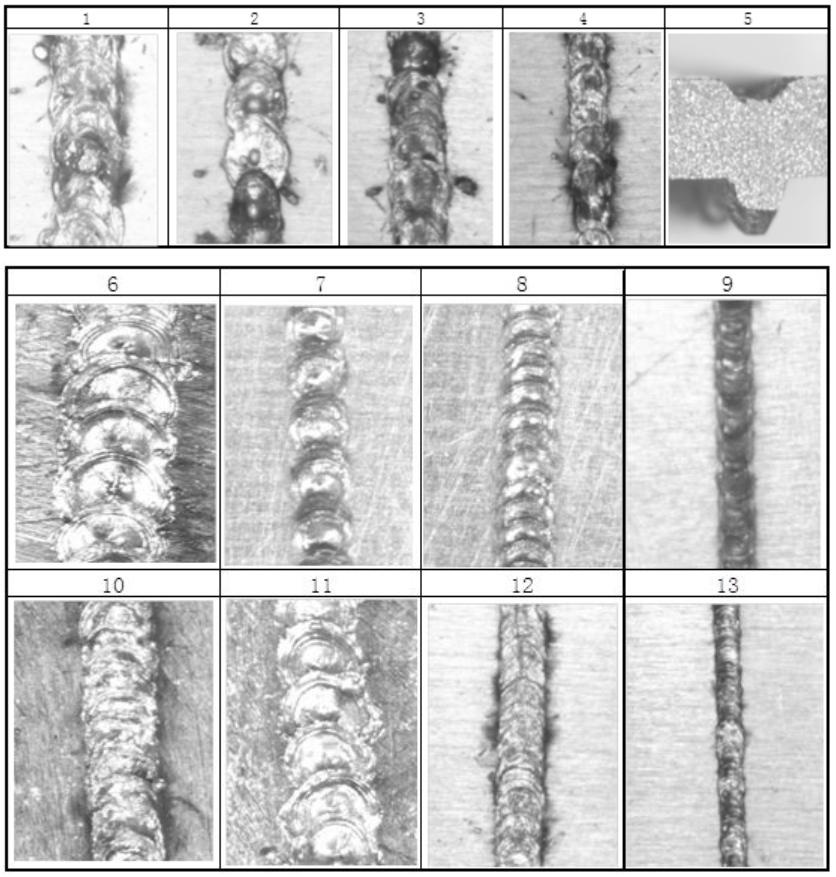
3003 aluminum alloy was welded in pulse mode, as shown in Figure 1-4. When the laser power was 2000W and the defocus was 0, it was found that no matter the modulation frequency or duty cycle was changed, the forming of solder joints was due to excessive power density, which resulted in the evaporation and vaporization of Mn metal element with low melting point in the weld pool, and the steam pressure caused metal spatter. The weld surface is rough, the weld is discontinuous, and there are holes. When the duty cycle is close to 100%(and close to continuous welding), more serious gullies will appear on the upper surface of the weld, and the lower surface will collapse, as shown in Figure 5.
By comparing and changing the defocus quantity, it is found that the surface forming of the weld is the best when the defocus quantity is +1. Although the surface forming of the weld is better when the defocus quantity is +2, due to the insufficient laser power density, the deep penetration welding is directly changed to heat conduction welding, and only the workpiece surface is melted, as shown in Figure 5-7.
The single variable method was used to analyze the experimental data of 6-7, 6-11, 7-8, 8-9, 10-11, 12-13, and it was found that the laser power density had the greatest influence on the welding of 3003 aluminum alloy. The two parameters of laser frequency and welding speed jointly determine the size of the spot coincidence rate, so to obtain dense fish scale can increase the laser welding frequency or reduce the welding speed, general industrial processing has strict requirements for product production capacity, so in the need to control the density of fish scale welding, such as laser packaging welding of microwave components, It is necessary to increase the laser welding frequency appropriately. Laser welding duty cycle not only affects the depth of the weld and the degree of deformation of the whole welding part, but also affects the size of the heat affected zone grain of the weld, which is extremely important for the tensile and compressive stress of the welded joint.
3. Conclusion
Based on the above experimental results, through the comparison of continuous-pulse laser welding, it is found that the laser power density plays a key role in the weld forming of 3003 aluminum alloy under the condition of a certain linear energy per unit time.
Therefore, when welding 3003 aluminum alloy, it is not only necessary to consider the change of defocus amount, but more importantly, the selection of laser should fully consider the spot mode of laser (that is, the module composition of fiber laser is divided into single-mode and multi-mode two kinds of fiber laser, single-mode laser core is relatively thin, beam quality is better than multi-mode, energy distribution is Gaussian distribution, and the middle energy density is the highest. The three-dimensional image is of a pointed round mountain. The core of the multi-mode laser is thicker than that of the single mode, the beam quality is worse than that of the single mode, the energy distribution is more average than that of the single mode spot, and the three-dimensional image is an inverted cup, from the point of view of the steepness of the edge, the multi-mode is much steeper than the single mode. At the same time, the laser power density is also affected by the collimation focusing ratio of the laser welding head.
Related news
- Introduction and application of laser tin wire welding
- Application and classification of laser soldering
- Jinghai laser large field laser welding machine helps battery module CCS module welding
- CO2 laser cutting machine dimming steps
- The difference between various kinds of laser welding machine
- Laser welding of medical endoscopes
- Application of picosecond laser cutting machine in glass industry
- The difference between coaxial vision, pseudo-coaxial vision and paraxial vision
- Introduction to precision ceramic laser processing equipment
- Introduction of standard automation equipment for large format glass laser cutting
Related products
-
Quasi-synchronous plastic laser welding system
-

Automatic tin wire laser welding machine
-
Transparent plastic laser welding machine
-
Spot solder paste laser welding machine
-

Coaxial vision laser precision spot welding machine
-

Standard laser precision spot welding machine
-

One tow two laser precision electric welding machine
-

Dissimilar metal precision laser spot welding machine
-

Automatic solder paste point equipment
-

Non-ferrous metal laser welding machine

 Building 4, 88 Wubian Avenue, Wujiang District, Suzhou
Building 4, 88 Wubian Avenue, Wujiang District, Suzhou