







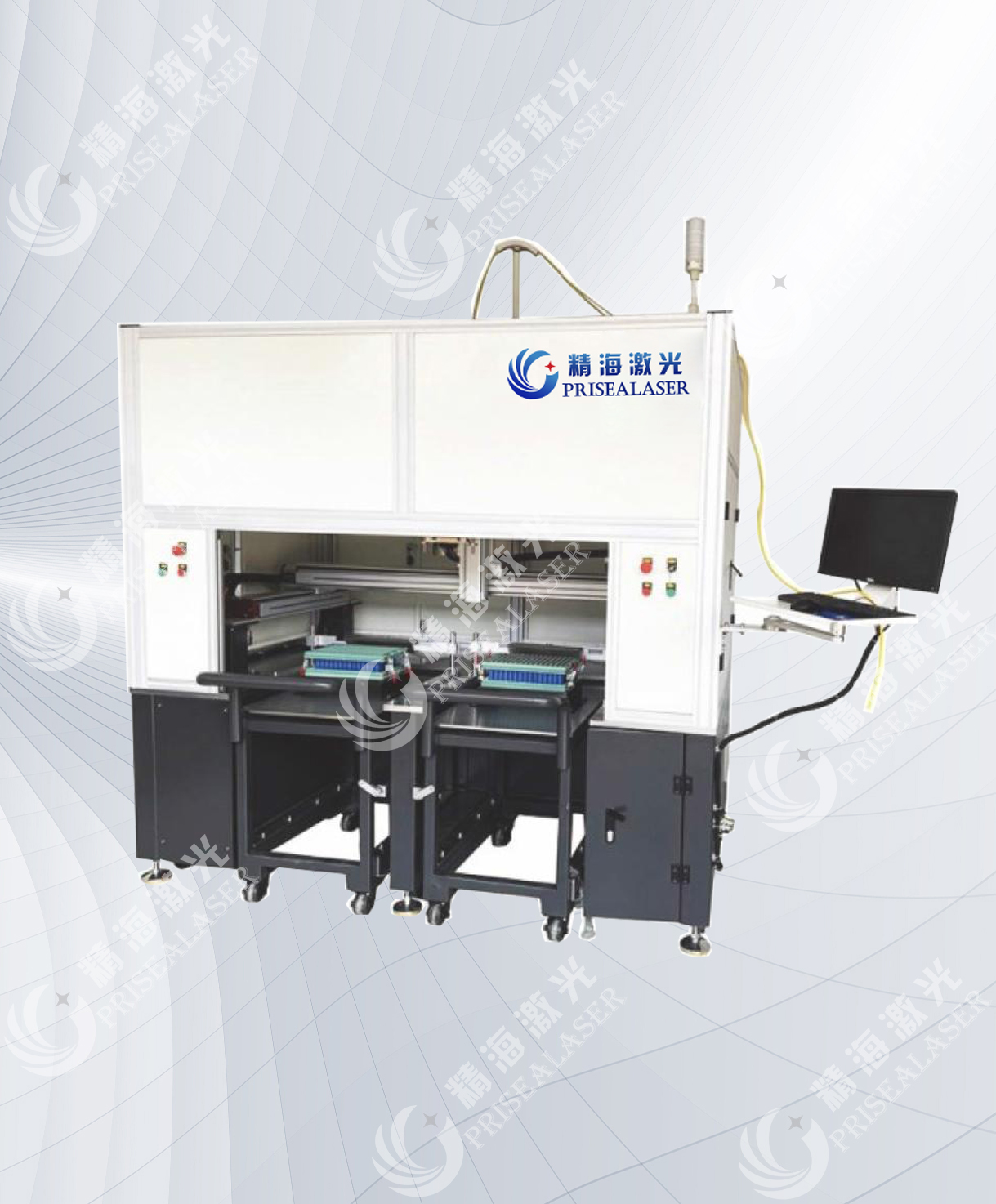

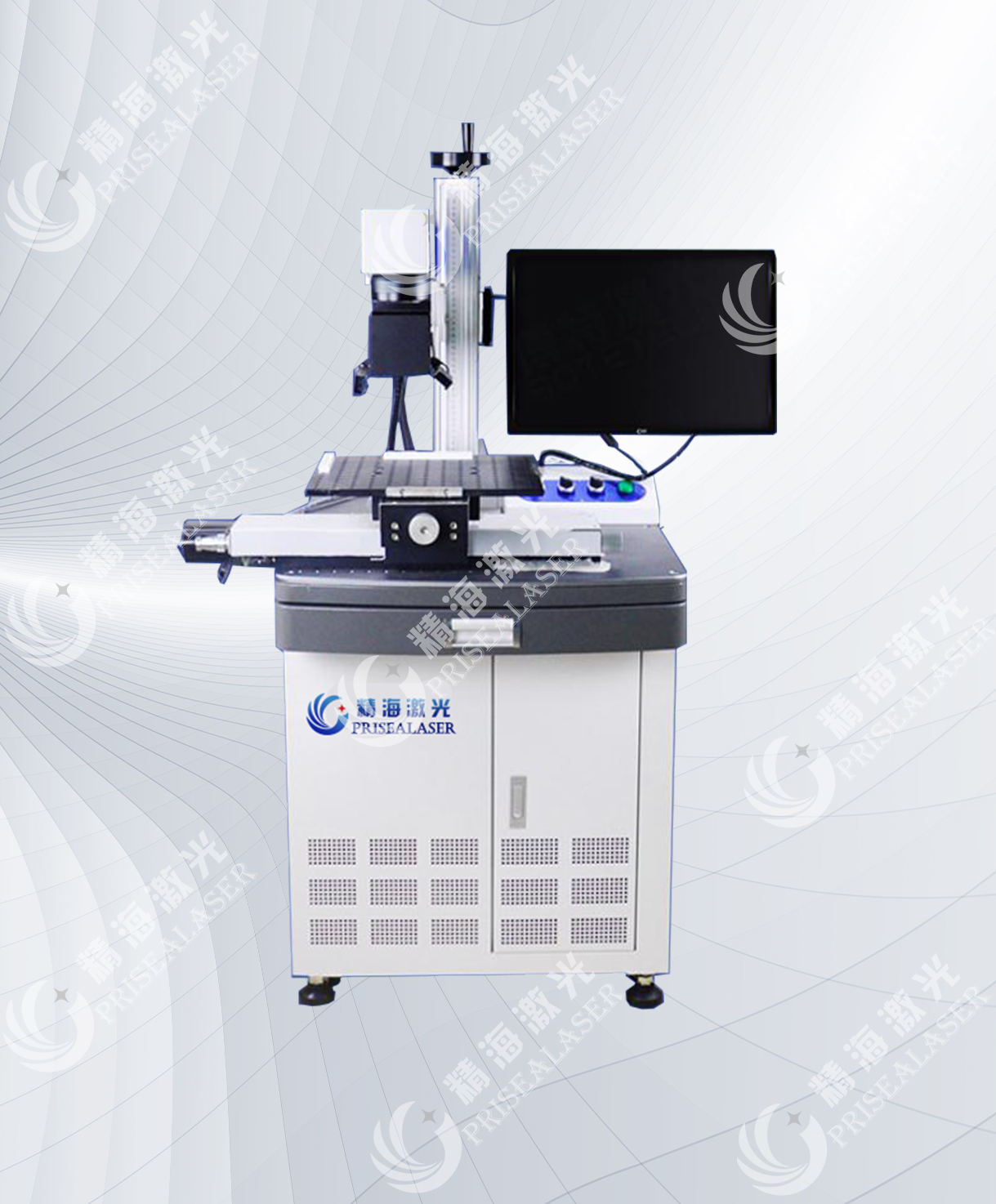
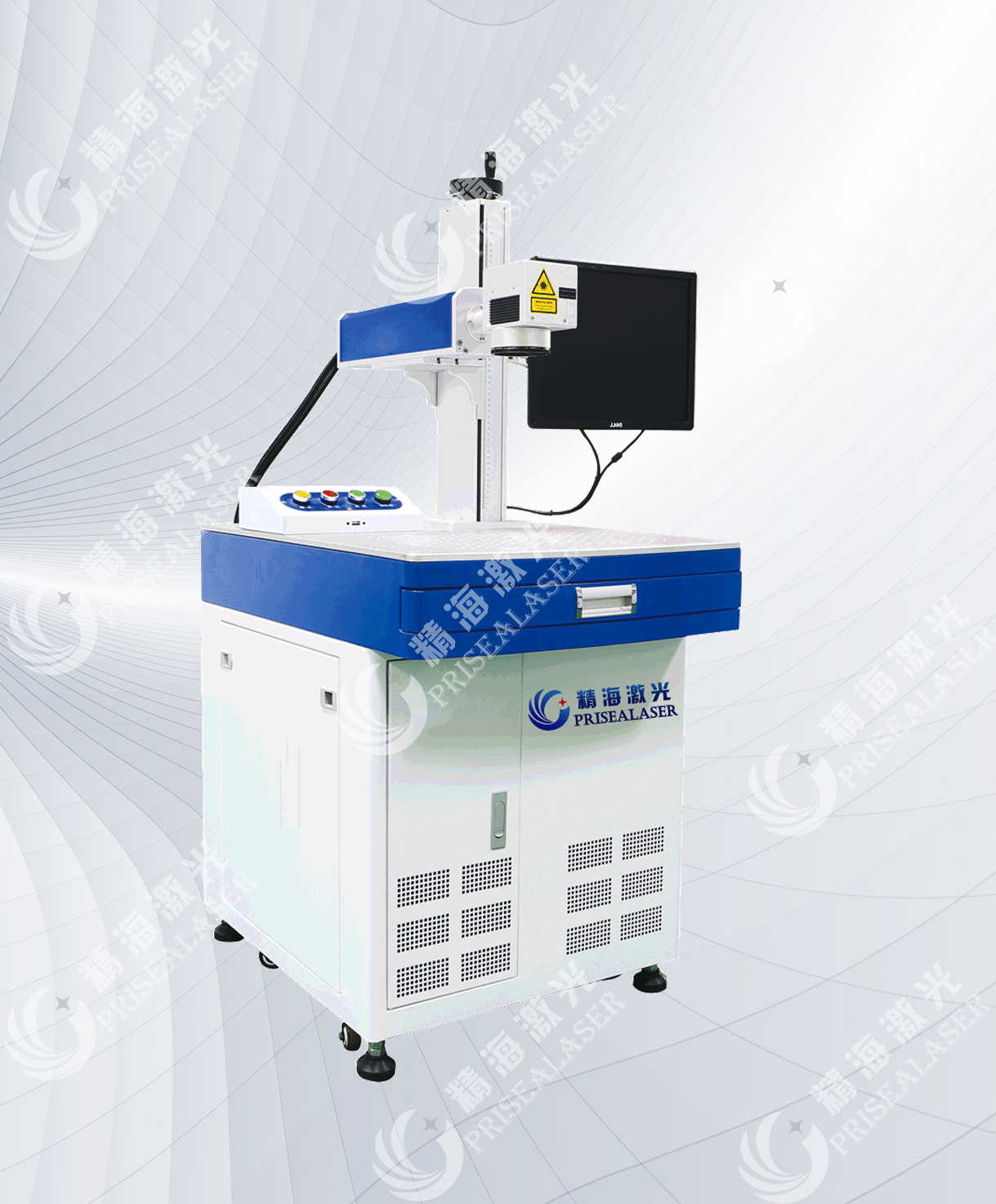



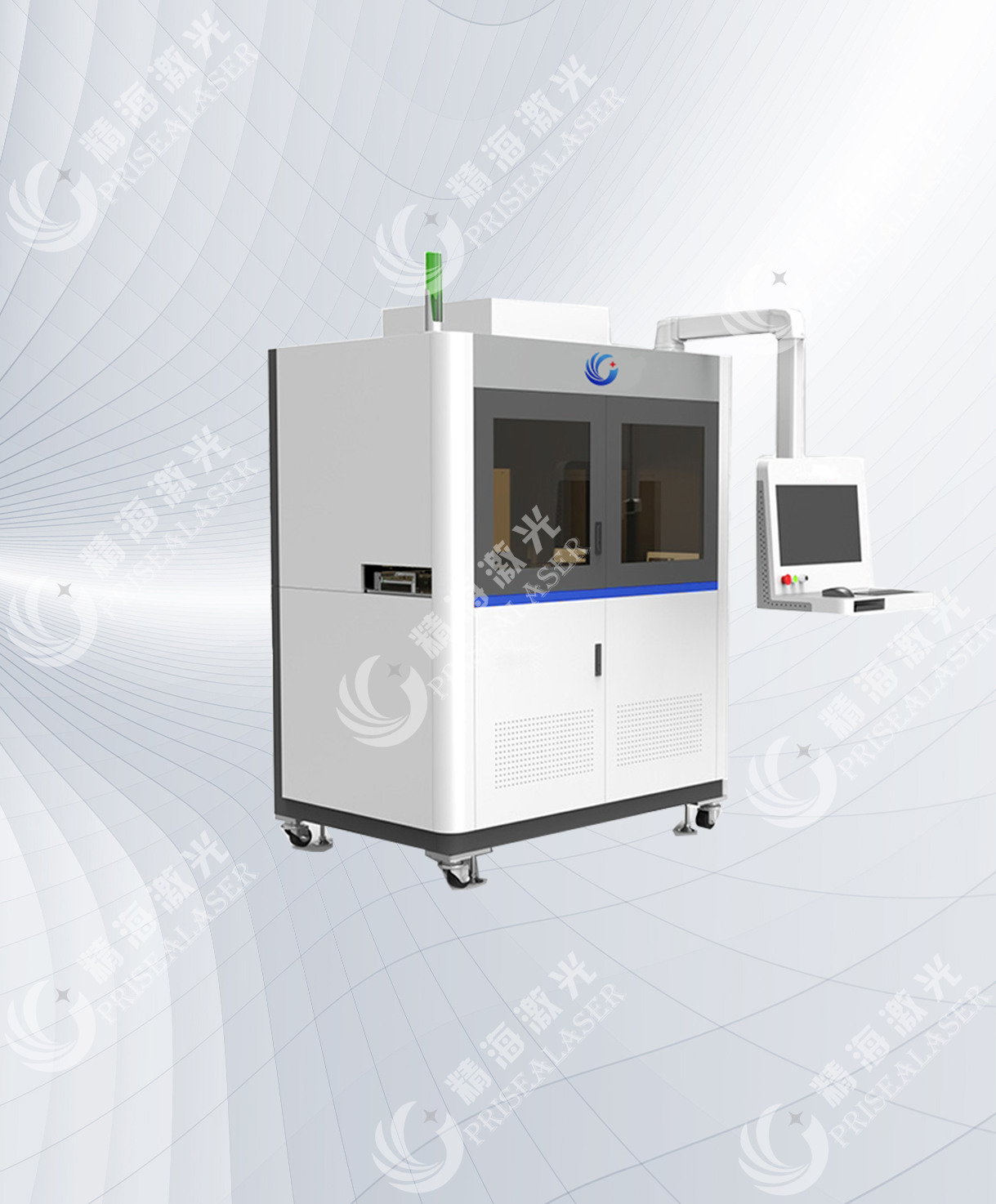
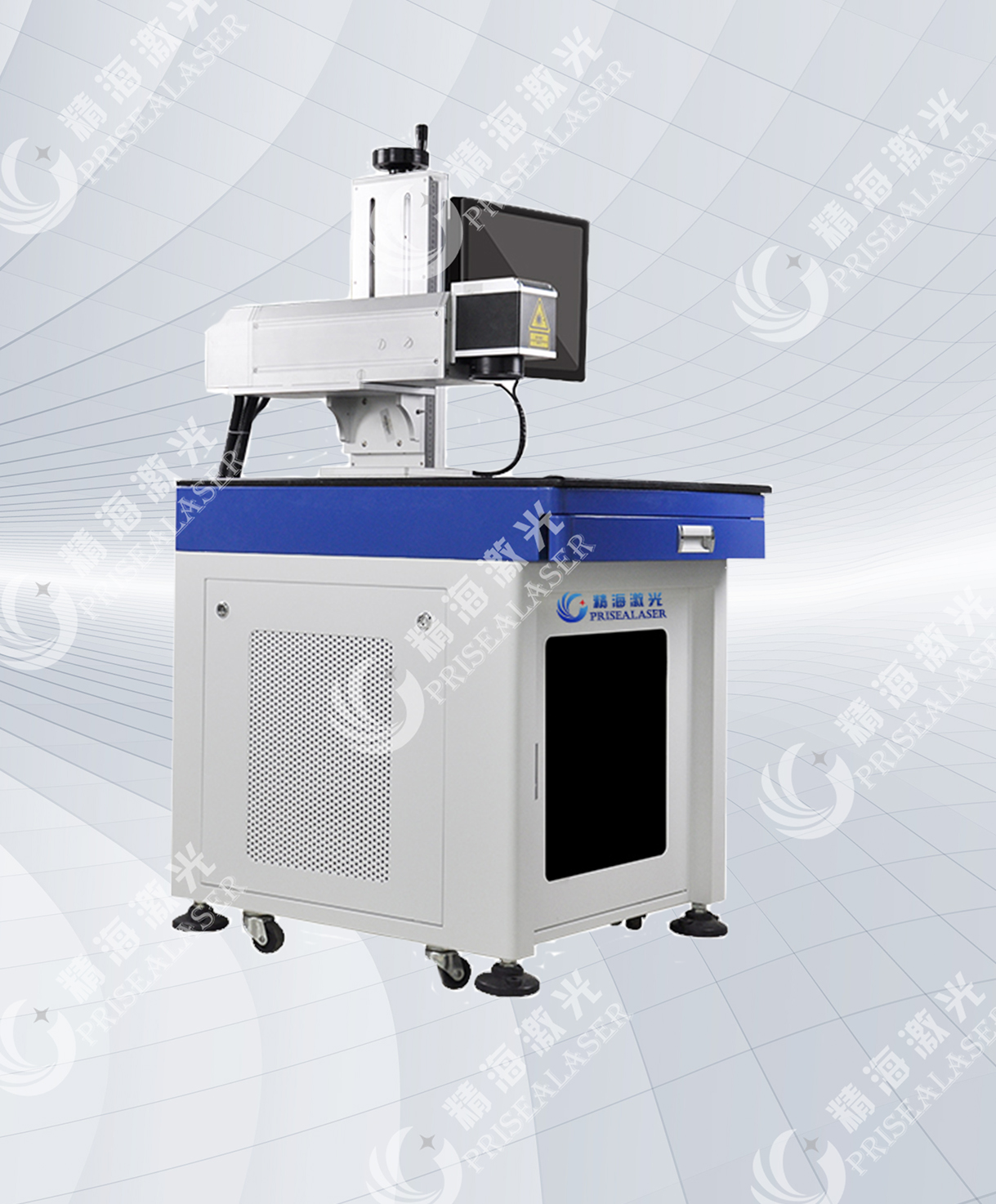






YAG pulse laser welding machine
YAG pulse laser in the field of laser welding technology is very mature, fiber output laser with ···
Product introduction
YAG pulse laser in the field of laser welding technology is very mature, fiber output laser with good beam quality, thin spot, flexible installation and other advantages, for more precise welding provides conditions. Suitable for fiber optic connectors, microelectronic components, medical devices, precision parts and other welding. Are welded through the fiber output, the laser through the fiber transmission, through the collimation lens collimation is parallel...
Structural Analysis
YAG series laser welding machine optical system consists of the following four parts: Nd3+∶YAG laser, optical splitting system, optical fiber transmission system, collimating focusing system. The structure is shown below.

a) Nd3+:YAG laser
Nd3+∶YAG laser is a solid pulse laser, the output light is infrared light, wavelength 1064nm. The laser medium is neodymium-doped yttrium aluminum garnet crystal.
The laser resonator consists of a pump cavity, a full mirror and an output mirror. The pump cavity comprises an Nd3+∶YAG crystal rod (laser medium) and a xenon lamp (pump source) housed in a ceramic reflection cavity. The density of neodymium atoms can be reversed between the upper and lower energy levels of a specific laser under intense xenon lamp irradiation. In order to improve the efficiency of the pump cavity, the xenon lamp and the crystal rod are placed in the ceramic diffuse reflection cavity, so that as much of the pump light is absorbed by the neodymium atoms in the crystal rod. The 1064nm optical radiation is amplified in the laser resonator, part of which is output by the optical output mirror.
The JH-PB25 and JH-PB50/PB50A laser welding machines are pumped by single xenon lamps, and the JH-PB80 and JH-PB300 laser welding machines are pumped by double xenon lamps.
b) Optical fiber transmission system
The laser is focused on the end face of the optical fiber through the coupling lens and transmitted to the workbench surface through the optical fiber. The optical fiber consists of a homogeneous core with refractive index of n1 and a homogeneous cladding with refractive index of n2 (n2< n1), the uniform refractive index in the core of the fiber from n1 to the cladding interface suddenly drops to the cladding refractive index n2. The light wave is completely reflected at the interface between the core and the cladding, which conforms to a certain incidence Angle Α
Is the numerical aperture of the fiber) light will be restricted to transmission in the fiber. The fiber can be bent, which makes it convenient to weld irregular work pieces. The standard length of the optical fiber is 5m. You can also customize optical fibers with different lengths and core diameters, such as 3m,10m,15m, and 20m.

Technical parameters
| General technical parameters | |||
| Laser type | JH-WY50 | JH-WY300 | JH-WY500 |
| Laser wavelength | 1064nm | 1064nm | 1064nm |
| Maximum laser output power | 50W | 300W | 500W |
| Maximum laser peak power | 3KW | 9KW | 12KW |
| Maximum laser pulse energy | 35J/10ms | 90J/10ms | 90J/10ms |
| Pulse Width | 0.1~50ms | 0.1~50ms | 0.1~50ms |
| Pulse frequency | 1~50Hz | 1~50Hz | 1~50Hz |
| Number of waveforms | 50 groups | 50 groups | 50 groups |
| Standard fiber diameter | 0.2 mm | 0.4 mm | 0.6mm |
| Fiber output quantity | Up to 3 ways | Up to 3 ways | Up to 3 ways |
| Spectral method | Energy spectroscopy or time spectroscopy | Energy spectroscopy or time spectroscopy | Energy spectroscopy or time spectroscopy |
| energy stability | <±3% | <±3% | <±5% |
| Closed loop feedback control system | Laser energy real-time feedback | Laser energy real-time feedback | Laser energy real-time feedback |
| cooling method | Standard built-in circulating chiller | Standard built-in circulating chiller | Standard built-in circulating chiller |
| electricity demand | 380V±5%/50Hz | 380V±5%/50Hz | 380V±5%/50Hz |
| Host power consumption | 3.5KW three-phase | 12KW three-phase | 24KW three-phase |
Detail advantage
The workpiece can be spot welding, butt welding, overlap welding, sealing welding;
The welding speed is fast, the depth to width ratio is high, the heat affected zone is small, and the deformation is small.
The weld is smooth and beautiful, no need or only simple treatment after welding;
Multi-beam welding can be integrated to achieve energy splitting and time splitting;
Integrated energy negative feedback laser control technology to achieve the consistency of welding effect from beginning to end;
The integrated arbitrary waveform control technology can precisely control the welding spot formed by each pulse energy to achieve a good welding effect.
Working principle and characteristics
YAG pulse laser in the field of laser welding technology is very mature, fiber output laser beam
quality, thin spot, flexible installation and other advantages, providing conditions for more precise welding. Suitable for fiber optic connectors, microelectronic components, medical devices, precision parts and other welding.
is welded through the optical fiber output, the laser after transmission through the optical fiber, through the collimating lens collimated into parallel light, and then through the aggregation lens gathered on the workpiece welding;
The working principle of YAG laser: the laser power supply first lights the pulsed xenon lamp, through the laser power supply to the xenon lamp pulse discharge, forming a certain frequency, a certain pulse width of the light wave, the light wave through the concentrator cavity radiation to Nd
3+ : On the YAG laser crystal, Nd
3+:YAG laser crystal emits light, and then resonates through the laser cavity, emits a wavelength of 1064nm pulse laser, the pulse laser is expanded, reflected, (or transmitted by fiber) focusing on the object to be welded; Under the control of PLC or industrial PC, the CNC workbench is moved to complete the welding. The frequency, pulse width, waveform, workbench speed and moving direction of the pulsed laser required for welding can be controlled by single chip microcomputer, PLC or industrial PC, and the energy of the pulsed laser can be adjusted by different Settings of the laser frequency and pulse width.

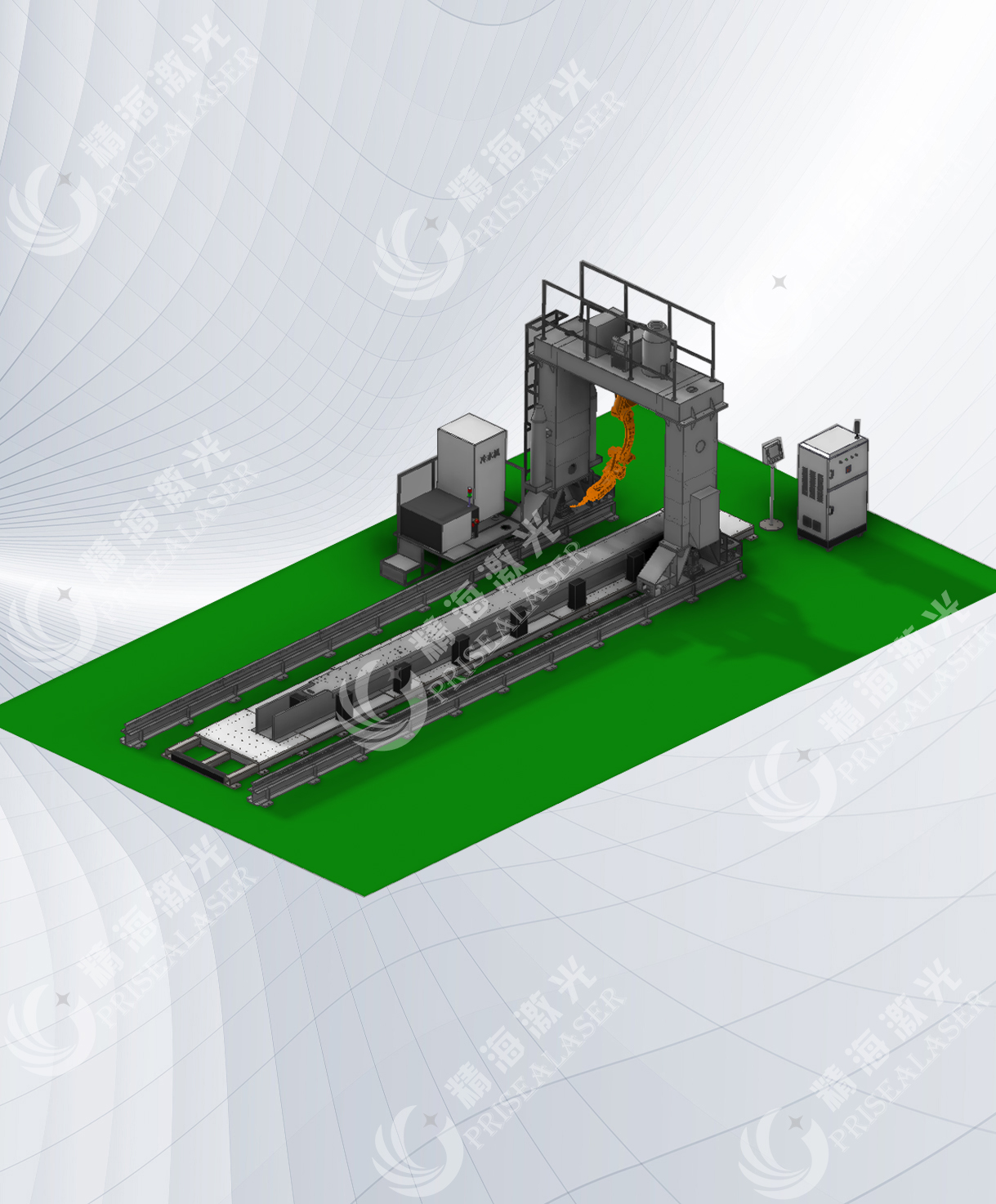
Scope of application
YAG pulse laser in the field of laser welding technology is relatively mature, fiber output laser with good beam quality, thin spot, flexible installation and other advantages, for more precise welding provides conditions. It has a large number of applications in 3C product parts, hardware parts, electronic components, mold repair welding and other industries. The advantages of pulsed laser welding are small thermal influence range and small workpiece deformation. It is mainly used for spot welding, lap welding, seam welding of thin-walled metal materials within 1.5mm

 Building 4, 88 Wubian Avenue, Wujiang District, Suzhou
Building 4, 88 Wubian Avenue, Wujiang District, Suzhou